








屠宰廢水處理厭氧反應器的應用
前言
肉類加工屠宰廢水顏色深.懸浮物和有機物含量高。因為這種污水主要來自生豬的屠宰和加工階段,所以有大量的豬血.油脂.肉渣等污染物,這種有機質不易降解,難以處理。目前,處理難降解有機物的厭氧工藝較多,包括IC反應器.厭氧折流板反應器及UASB反應器等。厭氧污水處理過程復雜,得到廣泛認可“三階段理論”即廢水先后水解酸化菌.產氫產乙酸菌和產甲烷菌的作用可以處理。產甲烷菌的作用是厭氧過程的關鍵階段,也是受外部條件影響最大的階段。.H2和CO產甲烷菌群代謝后才能使用。然而,水解酸化菌.產氫產乙酸菌和產甲烷菌各有相應的生活環境,因此Ghosh和Pohland提出了兩相厭氧發酵原理,即將產酸和甲烷串聯在反應器中,形成兩相厭氧發酵系統,提高了廢水處理能力,得到了廣泛的應用。
因此,基于兩相厭氧發酵的研究基礎,建議開發一種新型的高效厭氧反應器——多段循環厭氧反應器(multi-internal-circleanaerobicreactor),其基本原理是在反應器垂直方向設置三個反應室,每個反應室分別產酸.產氫產乙酸.產生甲烷反應,反應室通過設計折疊板自動產生液體循環,確保顆粒污泥處于膨脹流化狀態,提高污泥之間的傳質作用。我們的研究小組已經獲得了結構設計參數,并根據氣流液場模擬的實驗進行了加工和生產。作者研究了高濃度有機廢水的可行性。
2.材料和方法
2.1實驗裝置
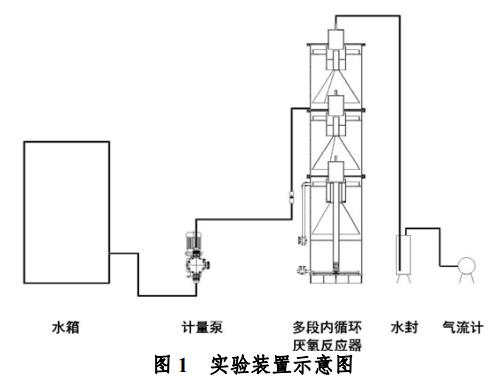
多段循環厭氧反應器由有機玻璃制成,垂直圓柱形,總規格800mm×4000mm(φ×H),其有效體積為1.75m3.產酸反應室(第一反應室)自上而下設置3個反應室.產氫產乙酸反應室(第二反應室)和產甲烷反應室(第三反應室)的有效容積比為1∶1∶1.5.污水取樣口設置在每個反應室的上部,污泥取樣口設置在底部。每個反應室的頂部都有一個微孔曝氣盤,設備的頂部排氣口。根據氣流液場模擬的結果,改進了該裝置的結構。實驗裝置示意圖見圖1。
2.2廢水水質
實驗源水取自深圳某屠宰場。COD800~3500濃度分布mg/L之間,波動性更大。COD對去除效果的評價是本試驗的重要參數,因此在試驗的特定階段使用稀釋法進行維護COD濃度接近。
2.3接種污泥
接種污泥來自屠宰場的污泥濃縮池。接種污泥的體積按反應器有效體積的50%計算。.二.三反應室接種的污泥體積分別為0.25.0.25和0.38m3。
2.4水質分析
確定每個反應室COD.pH.溫度.VFA并收集產氣量。COD:重鉻酸鉀法;pH:便攜式pH計;溫度:溫度表;VFA:蒸餾法:氣體:濕氣流計。
2.5試驗方法
厭氧反應器的實驗分為三個階段。第一階段是低負荷啟動和控制COD容積負荷為0.5kgCOD/(m3?d);成功啟動后,通過減少水力停留時間,進入第二階段COD體積負荷,以確定最佳水力停留時間;第三階段,在一定的水力停留時間內計劃改善進水COD同時測量各反應室的濃度COD去除率.VFA及產氣量。
3.結果及分析
3.1啟動階段
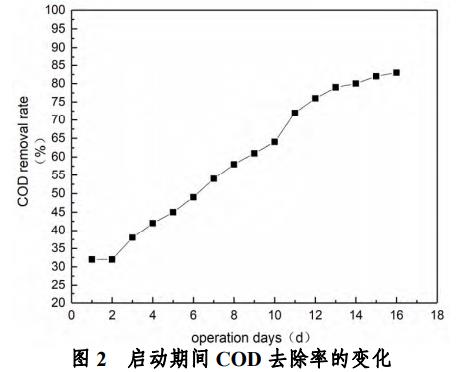
啟動階段溫度分布36~38℃,控制總進水COD濃度為1000mg/L,HRT為48h,COD容積負荷為0.5kgCOD/(m3?d),連續運行16d。圖1是啟動期COD每日總去除率。在前3天,COD總去除率低于40%。考慮到水力停留時間長,污泥物理可能會吸附廢水有機物.截流,可以推斷反應器厭氧效果幾乎為零。隨著啟動時間的增加,COD總去除率逐漸九天,總去除率逐漸增加,COD總去除率達到60%,接下來的幾天COD總去除率增加,第14天去除率達到75%,增長緩慢,第16天去除率達到83%。考慮到厭氧微生物在低負荷環境下所能使用的有機物有限,且由于水力停留時間長,可能無法提供有效的水力攪拌效果,容易造成污泥沉積沉降。因此,反應器在16天后停止低負荷運行,即進入第二階段。
3.2不同的水力停留時間COD去除率的影響
控制總進水COD濃度為1000mg/L,逐漸降低HRT,HRT35、30、25、20、15和12h,對應的COD體積負荷分別為0.69,0.80,0.96,1.21,1.58和2.0kgCOD/(m3?d)。本研究階段的溫度分布為36~38℃內,每2天測量一次COD。經統計,HRT為35h,COD容積負荷0.69kgCOD/(m3?d)運行24天,COD總去除率從33%提高到81%,仍有上升趨勢,從25天開始HRT降低至30h,由于進水量的突然增加,厭氧微生物的適應性較弱,促使前幾天COD經過22天的運行,厭氧微生物的清除能力降低到60%以下。COD總去除率達到88%。然后,進一步HRT減少至25h,本階段反應器共運行22d,在第22d時COD與總去除率相比,總去除率達到91%HRT=30h,這一階段對應COD去除率的增長率明顯較快,這可能是由于水力負荷較高,流量較好,為厭氧污泥與污水的充分接觸奠定了基礎。當HRT忽然縮短至20d,容積負荷為1.2kgCOD/(m3?d)時,COD去除率也急劇下降到76%。與前幾個階段相比,厭氧污泥的抗沖擊性明顯增強,COD去除率可達93%。為了進一步驗證高水力負荷有利于反應器的運行,將HRT降低至15h,這時出現了相反的實驗現象,COD去除率降至75%,去除率不穩定。當HRT降低到12h時,COD去除率進一步降低,逐漸降低,說明反應器在水力負荷下不再適合運行。結合現場具體情況,HRT=12h當反應器的出水攜帶部分污泥時,表明反應器有污泥流失。
因此,現階段實驗最佳水力停留時間為20h,當COD容積負荷為1.21kgCOD/(m3?d)時,COD去除率穩步達到93%。

3.3不同COD容積負荷對COD去除率的影響
由于第二階段污泥流失,各反應室再次接種適量污泥并控制HRT為20h,進水COD濃度為1000mg/L,恢復反應器需要27天。第三階段溫度為34~36℃,各自研究進水COD濃度為1400,2000,2600,3000,3400mg/L(各階段COD容積負荷為1.68,2.40,3.12,3.60和4.00kgCOD/(m3?d))在這種情況下,每個反應室都COD第三反應室的去除能力、總產氣量和去除能力VFA含量。


